




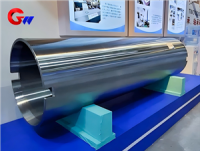


Manchon en acier moulé pour laminoir à froid 35CrMoV (détection de test d'équilibre dynamique)
La bobine d'acier de moulage de précision GW est idéale pour les conditions de haute précision et de forte charge des laminoirs à froid, particulièrement adaptée au laminage de bandes minces exigeant un équilibre dynamique rigoureux. Sa résistance élevée, sa résistance à l'usure et son rapport coût-efficacité sont évidents, mais un contrôle strict des procédés de moulage et de traitement thermique est nécessaire.
- GW Precision
- Luoyang, Chine
- Stipulation contractuelle
- La capacité annuelle de la bobine d'acier est de 4000 pièces
- information
Inspecté par un test d'équilibrage dynamique sur une bobine d'acier moulée d'une machine de laminage à froid
| Matériau des manches | Spécification |
| 35CrMoV | Φ572*Φ506*2337 |
Contrôle de la composition chimique (éléments clés) :
Élément C Si Mn Cr Mo V P ≤ S ≤
Plage 0,30~0,38 0,20~0,40 0,50~0,80 0,90~1,20 0,20~0,30 0,10~0,20 0,025 0,025

Coulée centrifuge
Notre entreprise utilise des technologies de fusion et de moulage avancées. Nos équipements permettent un contrôle précis afin de garantir la fiabilité et la précision de la composition chimique des bobines d'acier moulées, ainsi que leurs caractéristiques. La coulée centrifuge garantit l'absence de défauts sur les surfaces intérieures et extérieures, tels que fissures, inclusions de scories, pores et trous de sable. Enfin, une technologie de traitement thermique éprouvée garantit les propriétés mécaniques des bobines d'acier moulées.

Description du traitement thermique du manchon en acier
Nous effectuerons un traitement thermique strictement pour les bobines d'acier moulées qui ont une demande spécifique en matière de propriétés mécaniques, également dans les tests correspondants des propriétés mécaniques, pour garantir que chaque produit de bobine d'acier atteigne les meilleures conditions et les bons résultats des clients.

Procédé de traitement thermique de bobines d'acier moulées (pour laminoir à froid)
Objectif des exigences relatives aux paramètres du processus
Normaliser 900 ± 10 ℃ pendant 2 heures, affiner la granulométrie par refroidissement à l'air
Trempe à l'huile 860 ± 10 ℃ (vitesse de refroidissement ≥ 80 ℃/s) pour obtenir de la martensite
Cryogénique -80 ℃ × 2h (facultatif) réduit l'austénite résiduelle
Revenu à 550 ± 10 ℃ pendant 4 heures, refroidissement par eau, trempe et revenu à 300~350HBW
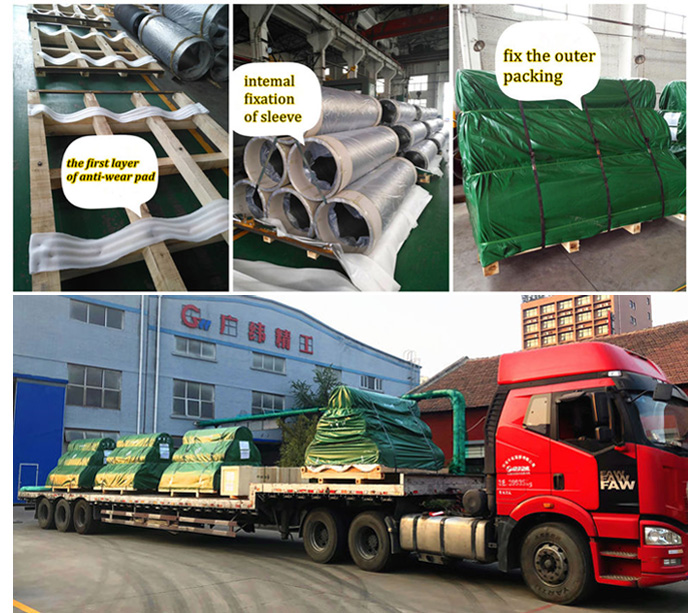
Emballage
Nous disposons d'une excellente équipe d'emballage et d'une technologie d'emballage mature pour notre bobine d'acier.
L'emballage doit garantir la sécurité des produits, afin qu'ils ne soient pas perdus ou endommagés pendant le stockage, le transport et la vente.
L'emballage garantit la propreté du produit. Vérifiez la propreté de la surface du produit avant l'emballage.
Nos produits de bobines d’acier sont largement reconnus et approuvés par les utilisateurs et peuvent répondre à des besoins économiques et sociaux en constante évolution.
Nos produits sont largement reconnus et approuvés par les utilisateurs et peuvent répondre à des besoins économiques et sociaux en constante évolution.

Norme d'essai d'équilibre dynamique pour manchon en acier moulé 35CrMoV (pour laminoir à froid)
Équipement de détection de la valeur des exigences des paramètres
Machine d'équilibrage dynamique à support rigide de classe G2.5 (ISO 1940-1)
Analyseur de phase de déséquilibre résiduel ≤ 1 g · mm/kg (1 500 tr/min)
Méthode de correction pour le re-perçage (profondeur ≤ 5 mm) Perçage CNC



