






Bobine en acier moulé utilisée dans un laminoir à feuilles de cuivre
**************************Avantage de GWspool*******************************
1. Notre société adopte une technologie de fusion et de moulage avancée, avec l'équipement doté d'une inspection précise pour garantir que la composition chimique du matériau du manchon en acier de moulage est fiable et précise, et présente également les mêmes caractéristiques.
2. La coulée centrifuge est adoptée pour garantir que la surface intérieure et extérieure du manchon en acier coulé est exempte de défauts tels que des fissures, des inclusions de scories, des pores et des trous de sable.
3. Adoptez une technologie de traitement thermique mature pour garantir les propriétés mécaniques du manchon en acier.
Description du traitement thermique du manchon en acier :
Nous effectuerons un traitement thermique strictement pour les bobines en acier moulé qui ont une demande spécifique en matière de propriétés mécaniques, également dans les tests correspondants des propriétés mécaniques, pour garantir que chaque produit atteigne les meilleures conditions et les bons résultats des clients.
Nous utilisons notre propre machine de perçage de trous, développée et brevetée par nos soins. Elle est dotée d'une pince de serrage rigide et sans retour, ainsi que d'une grande précision d'usinage.
Grâce à une amélioration continue, notre société a formé un système technique de traitement intégré pour assurer la concentricité, la cylindricité, le degré de symétrie et l'équilibre dynamique du manchon.
La tolérance de précision spécifique et la tolérance de précision géométrique sont strictement conformes aux exigences des clients.
- GW Precision
- Luoyang, Chine
- Stipulation contractuelle
- La capacité annuelle de la bobine d'acier est de 4000 pièces
- information
Bobine en acier moulé utilisée dans un laminoir à feuilles de cuivre
| Bobine en acier moulé | Matériel | Spécification |
| Utilisé dans les laminoirs à feuilles de cuivre | 35CrMoV | 565*505*1600 |
| 35CrMoV | 665*605*2000 |

Propriétés mécaniques (trempé et revenu) de la bobine en acier moulé
Les propriétés typiques de l'alliage Cr-Mo-V après traitement thermique sont les suivantes :
Conditions de test typiques pour les indicateurs de performance
Dureté HRC 48-52 à température ambiante, dureté Rockwell (ASTM E18)
Résistance à la traction (σ ₆) 1500-1800 MPa résistance à la traction à température ambiante (ASTM E8)
Limite d'élasticité (σ ₀) ₂) 1 200–1 400 MPa
Allongement (δ) 10-15 % longueur de jauge 50 mm
Résistance aux chocs 20-40 J/cm² Essai de choc Charpy
Dureté rouge : Dureté ≥ HRC 38 à 600°C, testée après 1 heure de maintien à haute température
Processus de production de bobines en acier moulé
Nous utilisons notre propre machine de perçage de trous, développée et brevetée par nos soins. Elle est dotée d'une pince rigide et sans retour, ainsi que d'une grande précision d'usinage. Grâce à des améliorations continues, notre entreprise a développé un système d'usinage intégré garantissant la concentricité, la cylindricité, la symétrie et l'équilibre dynamique des bobines en acier moulé. Les tolérances de précision spécifiques et géométriques sont strictement conformes aux exigences des clients.
L'ébauche de bobines d'acier moulé sera usinée sur une aléseuse développée par notre entreprise. L'aléseuse permet d'ajuster la concentricité de l'ébauche de manchon aux extrémités avant et arrière de l'ouverture, pour une coupe fluide et une précision d'usinage accrue. Lors de la coupe, la pièce est immobilisée, et la rotation de l'arbre de l'outil pour percer le trou intérieur évite les erreurs de forme. L'évacuation fluide des copeaux améliore la régularité de la surface et prévient les rayures.
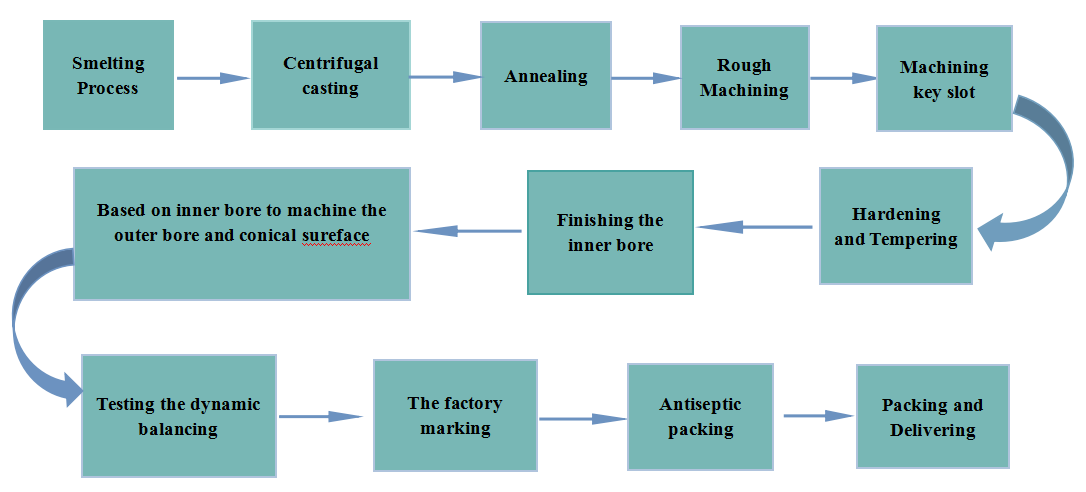
Une fois le perçage terminé, la bobine en acier moulé est usinée par la machine-outil à commande numérique à double centrage automatique (développée après de nombreuses années de recherche sur les machines-outils à commande numérique à double centrage automatique de grande taille et de haute précision). Aux deux extrémités du manchon se trouvent des mandrins de support hydrauliques qui permettent un positionnement rapide des deux extrémités du trou intérieur et garantissent une concentricité dans les tolérances autorisées. La machine-outil commence l'usinage du cercle extérieur et s'assure que la concentricité des cercles intérieur et extérieur est dans les tolérances autorisées. Les cercles coniques des trous intérieurs aux deux extrémités sont également concentriques dans les tolérances autorisées.

Test d'équilibrage dynamique pour bobines de coulée
En termes d'inspection, afin de préserver les avantages des clients et d'assurer une meilleure qualité des produits de bobines en acier moulé, nous avons effectué divers tests sur les propriétés mécaniques après traitement thermique en plus de l'inspection dimensionnelle conventionnelle. La machine d'équilibrage dynamique à courroie annulaire peut être un test d'équilibrage dynamique à 100 %.



