Machine de laminoir à chaud du côté de fonctionnement du rouleau de travail du laminoir à bloc arbre
Nos avantages : Équipement de fabrication CNC intelligent de haute précision, personnel de haute technologie, système de traitement mature, processus d'inspection de qualité strict, instruments d'inspection de haute précision, excellent processus de gestion de la production, sont la garantie de produits de haute qualité.
Notre société dispose d'un centre d'usinage à cinq axes DMG DMF1800*600, d'un centre d'usinage horizontal, d'un centre d'usinage vertical, d'un centre d'usinage à portique et d'une inspection à trois coordonnées de haute précision. 80 % de l'équipement de la machine est constitué de machines-outils CNC ; un équipement puissant, afin que nous obtenions une solide assurance qualité dans la fabrication et le traitement des produits.
- Guangwei Manufacturing Precision
- Henan, Luoyang
- Stipulation contractuelle
- information
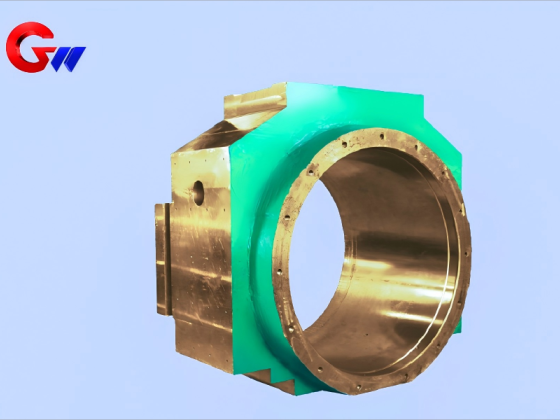
Machine de laminoir à chaud du côté de fonctionnement du rouleau de travail du laminoir à bloc arbre
Scénarios d'application de l'arbre du cadre de rouleau de travail du côté de fonctionnement du laminoir à chaud
Fonction : Soutenir le rouleau de travail, résister aux charges élevées, aux forces d'impact et aux frottements pendant le processus de laminage, et s'adapter aux températures élevées, à l'humidité élevée et aux environnements poussiéreux.
Conditions de fonctionnement typiques :
Haute température (la température de la surface du rouleau peut atteindre plus de 600 ℃ pendant le laminage) ;
Sollicitation cyclique élevée (démarrages et arrêts fréquents et charge variable) ;
Il doit résister à l’oxydation et à l’usure.
Sélection du matériau de l'arbre du cadre du cylindre de travail du côté de fonctionnement du laminoir à chaud
Matériaux courants :
L'acier de construction allié, tel que le 42CrMo et le 40CrNiMoA, présente une résistance, une ténacité et une résistance à l'usure élevées.
Acier à outils : tel que H13 (4Cr5MoSiV1), adapté aux exigences de température et de résistance à l'usure plus élevées.
Acier inoxydable : tel que 17-4PH (type durcissement par précipitation), utilisé dans les environnements corrosifs.
Critères de sélection :
Résistance à la traction (≥ 800 MPa), limite de fatigue, stabilité à haute température ;
Équilibre entre coût et performance de traitement.
Procédé de traitement thermique de l'arbre du cadre du cylindre de travail du côté de fonctionnement du laminoir à chaud
Étapes clés :
Traitement de trempe et de revenu (trempe + revenu à haute température) :
Trempe : Trempe à l'huile à 850~880 ℃ pour obtenir une structure martensitique ;
Trempe : 550~650 ℃, pour éliminer les contraintes et améliorer la ténacité.
Renforcement de surface (facultatif) :
Trempe par induction : trempe locale du col de l'arbre, profondeur 2-5 mm, dureté HRC50-55 ;
Traitement de nitruration : Nitruration gazeuse ou nitruration ionique, dureté de surface ≥ HV900, améliore la résistance à l'usure.
Recuit de détente : Élimination des contraintes résiduelles avant usinage de précision.
La production de l'arbre du cadre du cylindre de travail du laminoir à chaud met l'accent sur la haute résistance du matériau, la précision du traitement thermique et le contrôle rigoureux du processus de fabrication. Une sélection judicieuse des matériaux et un contrôle rigoureux du processus permettent de prolonger considérablement la durée de vie des composants (généralement de 5 à 10 ans) et de réduire les coûts de maintenance. En production réelle, les paramètres doivent être ajustés en fonction du modèle de laminoir (par exemple, un laminoir à chaud de 2050 mm) et des matériaux de laminage (tels que l'acier inoxydable et l'acier au carbone).
Principaux produits :Toutes sortes d'arbres de blocs de laminoirs à rouleaux, de blocs de rouleaux de pliage et d'autres pièces de précision de laminoir, la précision de ces produits affecte directement la précision du laminoir affecte directement la qualité des produits fabriqués par le laminoir.
Le type est le côté de fonctionnement du bloc de laminoir à rouleaux de travail, l'arbre du rouleau de travail du laminoir, le rouleau de support du rouleau intermédiaire, et peut également accepter d'autres personnalisations non standard des clients.
Le côté opérationnel du processus de production de l'arbre du bloc du laminoir à rouleaux
L'entreprise a constitué un ensemble de technologies de traitement mécanique matures pour la production de boîtiers de roulements grâce à l'accumulation d'une expérience à long terme :