




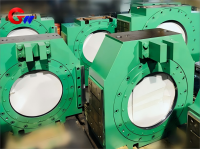

Laminoir à froid du côté entraînement du siège de roulement du laminoir
Science des matériaux :
Laminoir à froid du côté entraînement du siège de roulement du laminoir (forgeage) : 40Cr,
Ils sont une garantie de haute qualité pour les produits de siège de roulement de laminoir à froid côté entraînement.
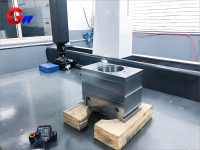
Le trou d'installation du roulement est la pièce maîtresse et requiert une grande précision dimensionnelle. Son diamètre doit correspondre parfaitement au diamètre extérieur du roulement afin de garantir une installation étanche et l'absence de jeu ou de déviation pendant le fonctionnement. Sa rugosité de surface est également soumise à des exigences strictes : une surface lisse réduit les frottements et facilite la dissipation thermique.
- Guangwei Manufacturing Precision
- Luoyang, Chine
- Stipulation contractuelle
- information
Machine de laminage à froid du rouleau de travail côté entraînement du laminoir à bloc arbre
Scénarios d'application du siège de roulement de laminoir à rouleaux de travail côté entraînement pour laminoir à froid
(Convient aux laminoirs à froid de plaques et de bandes de haute précision)
1. Fonctions principales
Support de charge dynamique : résiste à la force de roulement (800-2500 kN) et à la force de pliage du rouleau (± 500 kN), garantissant une précision de l'écartement des rouleaux de ± 0,005 mm.
Transmission du couple : Transmet le couple d'entraînement du moteur (la valeur de crête peut atteindre 150 % de la valeur nominale), adapté aux vitesses de roulement de 10 à 40 m/s
Contrôle des vibrations : Suppression des vibrations à haute fréquence lors du laminage à grande vitesse (accélération des vibrations ≤ 4,5 m/s², ISO 10816-3)
2. Conditions de travail extrêmes
Contrainte mécanique :
Contrainte de contact cyclique 900-1300 MPa (théorie de contact de Hertz)
Charge d'impact du changement de rouleau (accélération instantanée 10-15 g)
Défis environnementaux :
Pénétration d'huile de roulement (additif extrême pression contenant du soufre)
Usure abrasive par débris d'aluminium/acier inoxydable (dureté HV400-1200)
Sélection des matériaux et renforcement du siège du roulement du laminoir côté entraînement
1. Matériau de base
Qualité du matériau, principaux avantages, scénarios applicables
Acier au carbone ordinaire laminé à froid ZG35CrMnSi à haute résistance à la fatigue (σ -1 ≥ 380 MPa)
Résistance aux chocs ZG25CrNiMo (Akv ≥) 60J@-20 Acier à haute résistance laminé (℃)
Acier inoxydable/aluminium laminé ZG06Cr13Ni4Mo résistant à la corrosion (C ≤ 0,06 %)
2. Renforcement des domaines clés
Trous d'installation des roulements :
Nitruration ionique (profondeur de couche 0,3-0,5 mm, dureté HV900-1100)
Rodage de précision (rondeur ≤ 0,005 mm, Ra ≤ 0,1 μ m)
Surface d'étanchéité :
Revêtement laser d'alliage à base de Ni (Inconel 625, résistant à l'usure par micro-mouvements)
3. Système de traitement thermique
Traitement de trempe et de revenu :
Trempe : 880 ℃ × 2 h (solution de trempe polymère)
Trempe : 550 ℃ × 4h (deux cycles de trempe)
Stabilisation dimensionnelle :
Traitement cryogénique (-80 ℃ × 12h)
Traitement temporel (180 ℃ × 24h)
4. Ingénierie de surface
Revêtement composite :
Sablage (qualité Sa3.0)
Projection à l'arc Cr3C2 NiCr (épaisseur 150-200 μ m)
Refusion laser (porosité < 0,3 %)
La fonction première d'unmachine de laminage à froid du siège de roulement du laminoir côté entraînementIl garantit un alignement précis du roulement pendant le fonctionnement et résiste aux charges radiales et axiales appliquées. De plus, il réduit le jeu entre le roulement et l'arbre tout en minimisant les pertes par frottement.
Contrôle du processus de qualité
Lemachine de laminage à froid de siège de roulementNos produits sont inspectés à chaque étape de leur fabrication, du traitement brut à la détection des défauts, en passant par le traitement thermique et la production. Ce n'est qu'après avoir passé ce contrôle que nous pouvons passer à l'étape suivante.



