




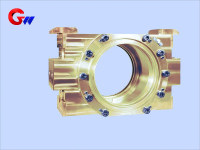

Laminoir à froid avec roulement à rouleaux intermédiaire côté fonctionnement
Matériau et traitement thermique du siège du roulement à rouleaux intermédiaires côté fonctionnement du laminoir à froid
Matériau du corps du bloc de roulement à rouleaux intermédiaire côté fonctionnement :
Fonte à haute résistance (HT300/HT350) ou acier moulé (ZG310-570), avec une résistance à la traction ≥ 500 MPa.
Le revêtement résistant à l'usure est en bronze (ZCuAl10Fe3) ou en matériau composite polymère (tel qu'un matériau modifié au PTFE).
Traitement thermique :
Les pièces moulées nécessitent un traitement de vieillissement (pour éliminer les contraintes internes) et une trempe à haute fréquence des surfaces de contact critiques (dureté HRC45-50).
- GW Precision
- Luoyang, Chine
- Stipulation contractuelle
- information
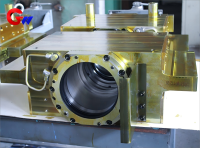
Laminoir à froid avec roulement à rouleaux intermédiaire côté fonctionnement
Dimensions et tolérances du bloc de roulement à rouleaux intermédiaire côté fonctionnement
Trous d'installation des roulements :
Selon le type de roulement (comme la série TQO de roulements à rouleaux coniques à quatre rangées), la tolérance est généralement H6 (trou intérieur) ou js6 (diamètre extérieur).
Exigence de rugosité : Le Ra de la surface d'accouplement du roulement est ≤ 0,8 μ m et le Ra de la surface non d'accouplement est ≤ 3,2 μ m.
Précision de positionnement :
La rondeur du trou intérieur du siège de roulement est ≤ 0,008 mm et la coaxialité est ≤ 0,015 mm/500 mm.
Jeu d'ajustement avec le col roulé : 0,05-0,10 mm (en tenant compte de la dilatation thermique).

Programmation d'usinage CNC
Les programmeurs utilisent le traitement de simulation PC pour exécuter le programme, optimiser les lignes de traitement et organiser raisonnablement les outils de traitement, de sorte que le traitement de la pièce soit plus précis avec des lignes de couteau nettes et belles.
Équipement de traitement de haute précision
Le centre d'usinage horizontal CNC, le centre d'usinage vertical CNC, le centre d'usinage complet à cinq axes et d'autres équipements de traitement de haute précision garantissent la précision de la taille du traitement du produit du bloc de roulement à rouleaux intermédiaire côté fonctionnement, garantissent également que la structure complexe de la pièce peut être traitée en douceur et avec précision.

Processus de fabrication et d'assemblage du bloc de roulement à rouleaux intermédiaire côté fonctionnement Technologie de traitement :
Aléseuse et fraiseuse CNC pour l'usinage de trous de roulement (précision de niveau IT6), le rodage ou la rectification pour le traitement final.
L'erreur de positionnement des trous de boulons est ≤ 0,05 mm pour assurer un arrimage précis avec le cadre.
Exigences d'assemblage :
Ajustez la force de pré-serrage du roulement selon les spécifications du fabricant (telles qu'une force de pré-serrage axiale de 8 à 12 kN).
Utilisez des écrous hydrauliques pour l'installation afin d'éviter les charges d'impact.
Contrôle des processus de qualité
Du traitement des flans, de la détection des défauts, du traitement thermique au processus de production, chaque processus dispose d'inspecteurs à vérifier, qualifiés avant le traitement du processus suivant.
Inspection et essais
Des procédures d'inspection et de test rigoureuses constituent notre garantie qualité. Chaque palier à rouleaux intermédiaires côté commande est accompagné d'un rapport complet d'analyse de composition chimique, de traitement thermique, de détection de défauts, de tolérances dimensionnelles, de tolérances de forme et de position (des instruments de contrôle tricométrique et autres instruments de précision garantissent l'exactitude des dimensions d'usinage), tous traçables.

Lubrification et étanchéité du siège du roulement à rouleaux intermédiaires côté fonctionnement du laminoir à froid
Système de lubrification :
Lubrification à l'huile concentrée fine (pression 0,3-0,5 MPa, débit 30-50 L/min) ou lubrification à l'huile et à l'air (volume des gouttelettes d'huile 5-10 gouttes/min).
Viscosité de l'huile lubrifiante : ISO VG 68-100 (à 40 ℃).
Conception d'étanchéité :
Joint combiné (joint labyrinthe + joint à lèvre renforcé par ressort), anti-poussière norme ISO 4406 18/16/13.
Matériau d'étanchéité : caoutchouc fluoré résistant aux hautes températures (FKM) ou polyuréthane (PU).





